热回流工艺:影响因素与局限性
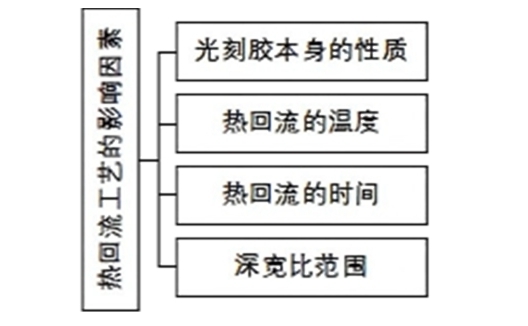
决定热回流形貌的最主要因素,是热回流中光刻胶的性能和光刻显影后的光刻胶形貌。影响热回流的参数则是温度和时间,同时光刻胶中溶剂的残留量也有一定影响。
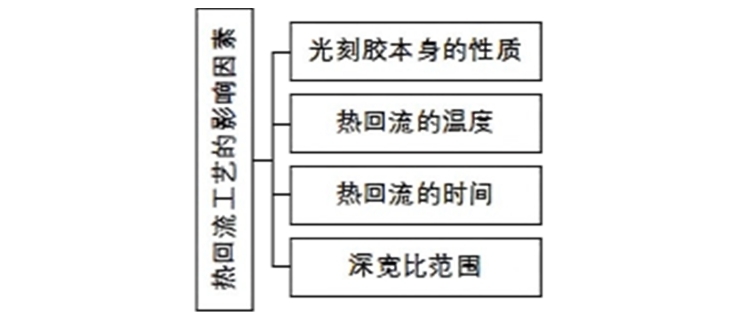
图1:热回流工艺的影响因素
影响热回流过程的直接因素是光刻胶的物理性质,包括光刻胶的玻璃化温度、其熔化后的流动性与温度的关系等。通过精确控制热回流阶段的时长和温度,光刻胶在融化时将呈现两种典型的形态:一种是处于表面张力和重力完全平衡所形成的稳定光滑表面形态,另一种介于初始粗糙形态与理想光滑之间的中间形貌。
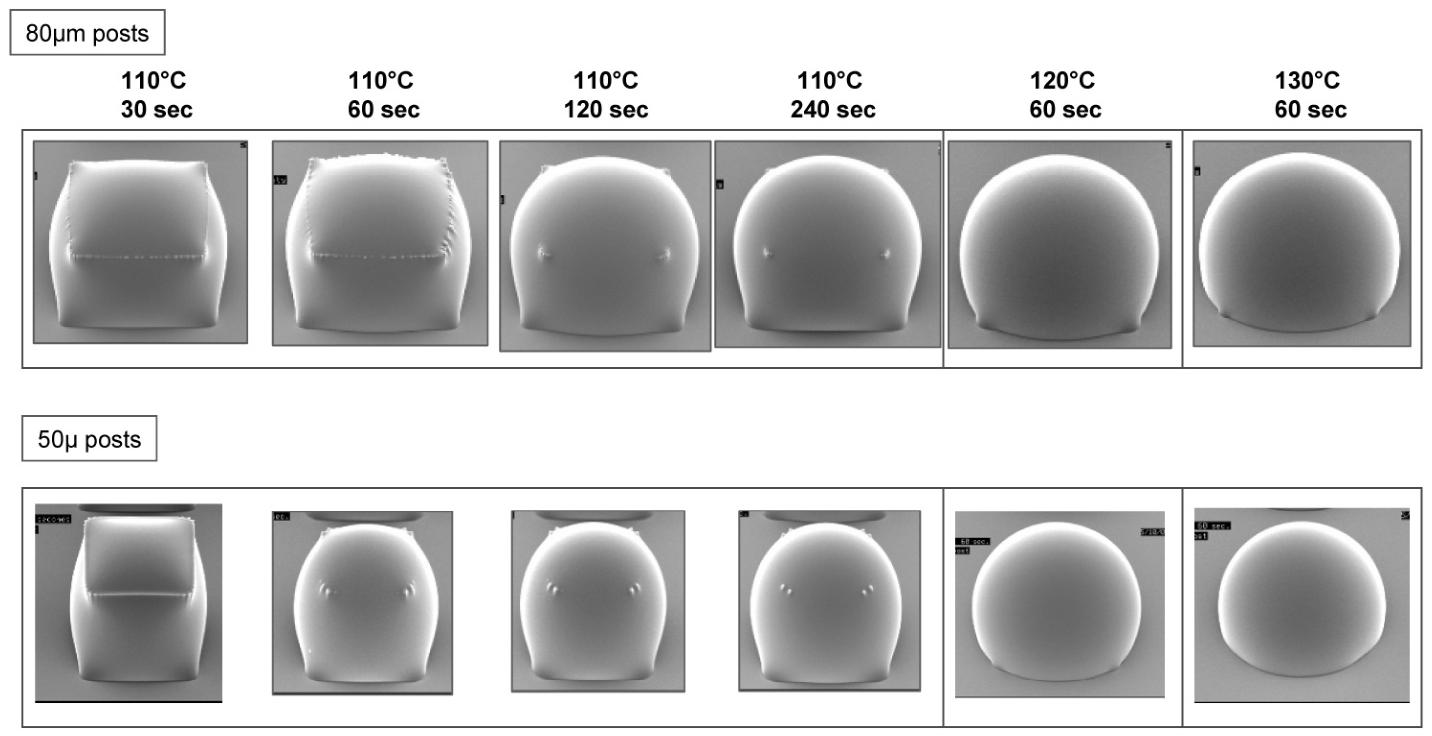
图2:不同温度和保温时间下,AZ®40 XT型光刻胶显影后形成的矩形结构发生的热软化(回流)现象,上图为胶膜厚度80 μm的测试结果,下图为胶膜厚度50 μm的测试结果
确切的软化温度也取决于光刻胶中残余溶剂的含量。在低于玻璃化转变温度10-20℃时,光刻胶在前烘(溶剂挥发)产生的机械应力和曝光时气体释放产生的应力共同作用下开始变形。但该变形并不能让光刻胶完全回流,彻底流动需要更高的温度。
回流所需的温度取决于所用的光刻胶体系,大部分基于酚醛树脂的紫外薄胶(厚度<5 μm),其玻璃态转化一般为108℃左右,其回流温度通常为100-110℃,而热稳定好的一些光刻胶,其回流温度通常为110-120℃,甚至是130-135℃。
典型举例:AZ®1500薄膜系列(包括 AZ®1505、1512HS、1514H、1518)、较厚胶膜的AZ®4500系列(包括AZ®4533、4562)以及AZ®9260,从约100℃至110℃开始发生软化;而热稳定性更优的AZ®ECI 3000系列光刻胶,软化起始温度为110℃至120℃;AZ®701 MiR和5214 E型光刻胶的软化则从130℃至135℃才开始。
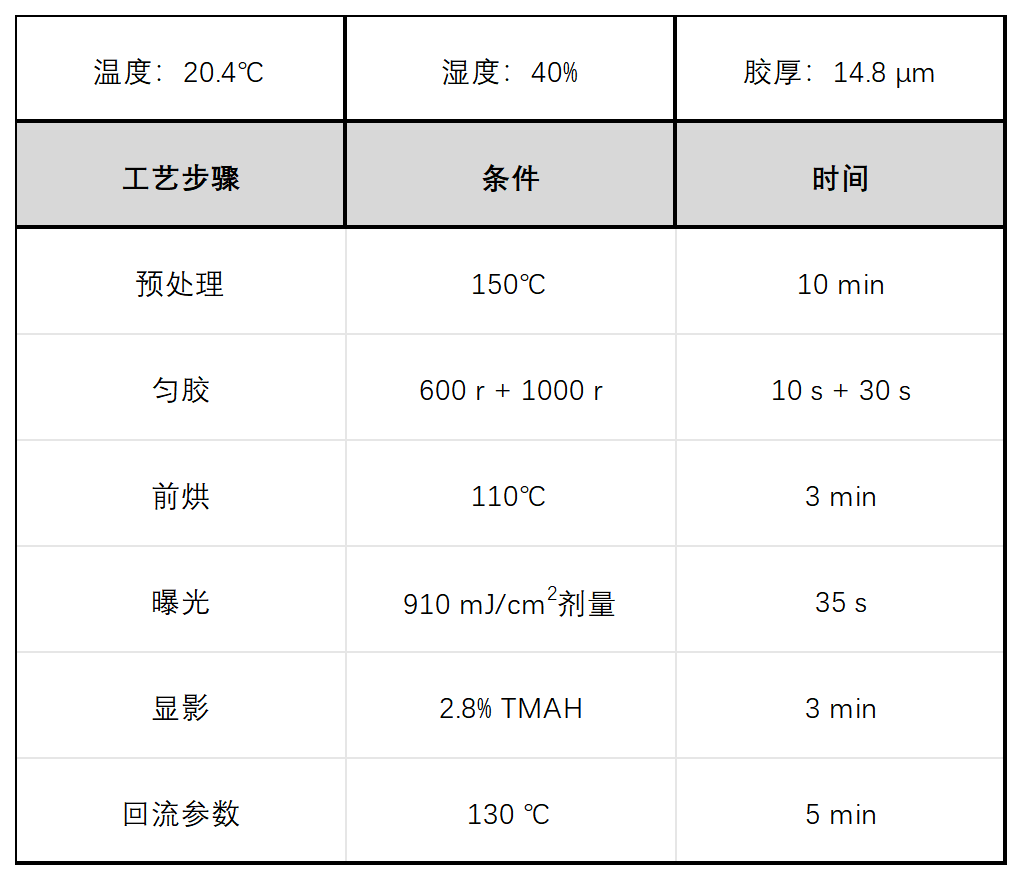
下表列出了 RDF-11-177 的热回流工艺参数供参考。
表1:RDF-11-177 的热回流工艺参数
需要注意,不是所有的光刻胶都适用于热回流工艺,比如部分交联型的紫外负胶。AZ®15 nXT或AZ®nLOF 2000系列的交联型负性光刻胶结构,完全不会发生热回流现象。AZ®125 nXT 在较高温度下,其树脂中的挥发性组分会蒸发并导致胶膜收缩,该现象产生的外观变化易与光刻胶结构的圆化相混淆。
热回流的局限性
1. 并非所有类型的光刻胶都可以热回流
由于较高的玻璃化转变温度以及高交联密度的因素,某些光刻胶根本不会热回流,比如耐刻蚀类的紫外胶(133、910、SU-8等)。
2. 热回流工艺的不可控因素占比大
热回流的直接影响因素,如光刻胶液滴的流动性、表面张力以及与基底的浸润性(静滴),这些均为材料固有属性,无法通过外部工艺条件直接调节。不同的光刻胶因分子组分、其达到最佳回流态的温度各不相同,所以需要通过实验确定不同光刻胶体系对应的最佳温度组合,以达到最优效果(表面平整度和结构保真度的平衡状态)。
3. 热回流法的应用范围有限
热回流法主要适用于制作微透镜等微纳光学结构(注意:该方法通常只能形成球面透镜,无法制作非球面透镜。非球面透镜结构需要通过微纳3D打印或灰度曝光等技术来制作)。此外,该工艺会破坏光刻胶图形的陡直侧壁,因此不适用于光刻后的lift-off工艺。
主要参考文章:
1.www.prlib.cn/knowledge-base/回流工艺做微透镜阵列结构
2.王云翔, 研材微纳. 简明光刻手册 [M] 哈尔滨: 哈尔滨工程大学出版社, 2026.1
3.www.microchemicals.com/dokumente/application_notes